RINGE AUS EXTRUDIERTER RUNDSCHNUR ALS RSTV® DICHTUNGSRINGE (Rundschnurringe stoßverbunden)
Im Anschluss erfolgt eine letztmalige Endkontrolle nach dem 4-Augen-Prinzip bevor die Dichtungsringe die Produktion verlassen.
Die vorgenannten Dichtungsringe sind ausschließlich für statische Abdichtungen vorgesehen.

RINGE AUS EXTRUDIERTER RUNDSCHNUR ALS STOSSVULKANISIERTE DICHTUNGSRINGE
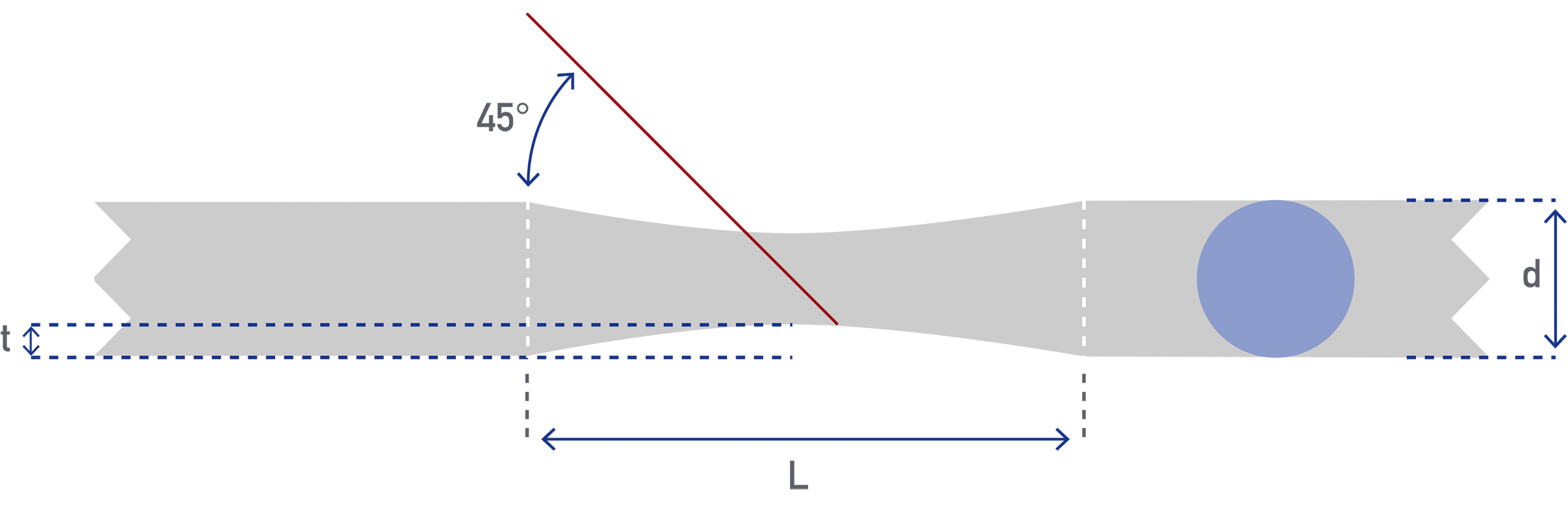
Diese Dichtungsringe werden aus extrudierter Rundschnur durch Stoßvulkanisierung gefertigt. Die Rundschnur wird dabei je nach gewünschtem Innendurchmesser zugeschnitten, die Schnurenden in speziellen Vorrichtungen zusammengefügt und mittels einer geeigneten Haftmischung heiß vulkanisiert miteinander verbunden. Die Stoßstelle wird nach der Stoßvulkanisierung noch einmal bearbeitet, wobei überschüssige Reste um die Stoßstelle herum nochmals fein säuberlich abgetragen werden.
Im Anschluss erfolgt eine letztmalige Endkontrolle nach dem 4-Augen-Prinzip bevor die Dichtungsringe die Produktion verlassen.
Die vorgenannten Dichtungsringe sind ausschließlich für statische Abdichtungen vorgesehen.
Bei diesen Fertigungsverfahren liegt der Vorteil darin, dass praktisch jeder beliebige Innendurchmesser individuell gefertigt werden kann.
Im Gegensatz zu den formgefertigten O-Ringen bedarf es hierbei in der Regel wesentlich kürzeren Fertigungszeiten. Zudem können über dieses Verfahren auch benötigte Kleinstmengen abgedeckt werden.
Als Richtwert wird gesagt, dass der Innendurchmesser 10% der Schnurstärke nicht unterschreiten sollte.
Beispiel: Innendurchmesser ist 100 mm, dann sollte die Schnurstärke höchstens 10 mm betragen.
Die Fertigung erfolgt stets entsprechend der Toleranz DIN ISO 3302-1Teil 2.